


Veemoney
-
Posts
534 -
Joined
-
Last visited
-
Days Won
2
Content Type
Links Directory
Profiles
Articles
Forums
Downloads
Store
Gallery
Blogs
Events
Everything posted by Veemoney
-
It could just be you are having trouble aligning the axle splines to the mating splines in the center section. If you push the axle in and it hits something metal to metal try tilting the axle some to get the inside end centered while rotating it. If you are bumping into metal you will hear it like the light tap of a hammer on solid metal. If it sounds like your bumping rags well you know what you need to do. You should also be able to use a small diameter Maglite to look down the tube to see the obstruction.
-
Welcome, I have a 47WC with a 230 and stock 4speed. From the pictures your truck looks great and should clean up nicely with some soap and water. If you haven't gone to the download section yet check it out, there are files available there for rebuilding the engine, carb, fuel pumps and wiring along with other cool old poster ads.
-

Scarebird disk brake conversion
Veemoney replied to lostviking's topic in Mopar Flathead Truck Forum
That is a good looking truck. Like the blue color ( looks like Westinghouse blue) and the brakes are nice as well now that they are sorted out. Rear gearing along with the front brakes will make for a nice all around driver. Keep up the good work -
If not the springs 2 other items to check are the u-joint and the lug nuts.
-
Yep, what Merle said.
-
Leo, It may be the picture or my eyes playing tricks on me but worth checking. In the picture it appears the stud used to pull the flanges together is bent or distorted. This may be part of the problem getting it to draw up tight. If so make sure the shop has replaced it along with the gasket.
-
You mentioned Weber and the Langdon HEI. Langdon used to sell a smaller weber for a dual carb set-up, they were for 4 bangers like the pinto and worked well when 2 were used on a 6 cylinder engine. Do you have the right carb size on your 6 cylinder comes to mind if it falls flat?
-
I used a short 2-3inch rubber oil line over the end of the bottle tube. I snip the tip of the bottle on a diagonal and leave the last rib to help hold the hose in place. Then raise as you did and give the bottle a squeeze to help flow. Did the 4-speed the same way. No issues with rubber hose coming off or mess with either one. Good Luck.
-
Might also do a quick bleed on the left front side to make sure you have flow there. I agree with Sniper that it doesn't seem like an MC issue.
-
Looking at the pictures I don't see any rust though and the fenders as well as the rest of the body don't appear dented and beat up. Stainless trim, gauges and looks like a front bumper are still in place. That is a nice start. $2500 Canadian would be about $2k US and a reasonable price if you look it over and there are no other surprises. What it comes down to is if you have been looking for a truck like this and feel this is a project you would enjoy doing and within your capabilities it would be money well spent.
-
Good guess, hope it worked if that were the case and all is well.
-
Very nice car and condition to start off with. I think I see a port-a-power at the rear wheel in one of the pictures that looks like it is going to the rim. Curious what it is doing? Those are cool wheels.
-
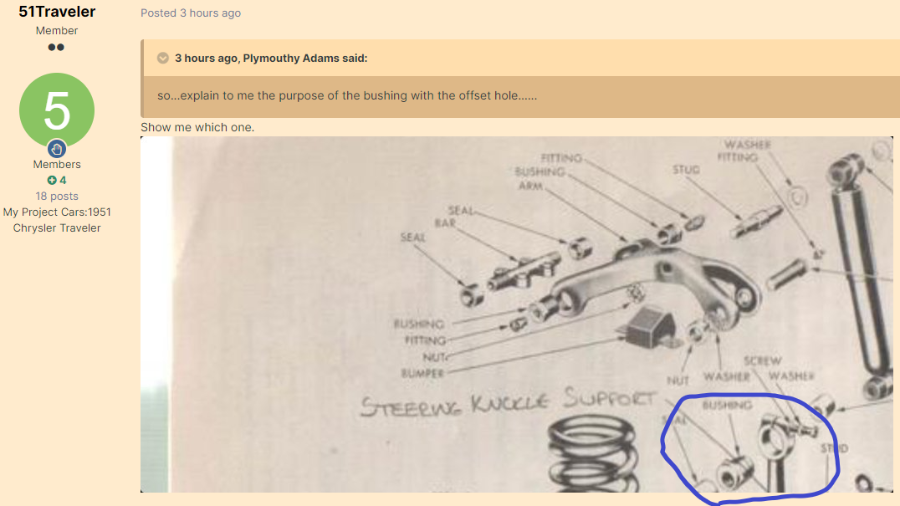
Eccentric Bushing for adjustment circled in blue. Hope this helps along with Andy's explanation.
-
I just replaced a pinion seal on a 47 car Diff and it called for seal 663602 as stock and shows it was used for mopar cars 37-50. I used the newer style seal CR18880. Check your dimensions again to verify. 1.750 seems small for the ID. Below is the CR18880 spec. Shaft Diameter 1.875 in Outside Diameter 3.105 in Width 0.500 in You can drain some fluid, clean and add some sealant. Most newer seals have what looks like paint on the outside fit surface. This paint is actually a sealer but depending on your surface you can opt for more.
-
UNLOADING A 1/2 TON WITH NO BRAKES FROM A TRAILER
Veemoney replied to Dodgefran's topic in Mopar Flathead Truck Forum
With no engine it should be easy to control with a rope as others have suggested but below is another option I have used. You can also use some old tires without rims and hang them off the back of the tailgate as bumpers, stacked if need be with some rope to hold them together and in place. Drive a second vehicle up behind the brakeless truck on the ramps to insure you have a good match-up and then once you have established good contact release the holdowns on the brakeless truck and use the second vehicle to control the movement down with the tires between the 2. The front of the trailer will likely want to rise as the second vehicle moves up the ramps so leave the trailer attached to the tow vehicle so you don't wheelie. Also be aware the brakeless truck will want to roll back as the front of the trailer rises so keep it secured till the second vehicle is in place and has contact. Once you have good contact the rise of the trailer front helps to maintain the contact as you slowly control the movement down with the second vehicle. Then when on flat ground you should be able to roll it to the parking spot by hand. Old tires should be easy to come by if you don't have them at a tire shop. I have done it this way before but now have a winch like in the link which has served me well so far. Ironton 12 Volt DC Powered Electric Marine Winch with Remote — 2000-Lb. Capacity, Galvanized Steel Wire Rope | Northern Tool -
Master cylinder upgrade to 2 chamber style
Veemoney replied to George Anderson's topic in Mopar Flathead Truck Forum
Sounds like it is working well and your happy with it. Thanks for adding the details. ? I started looking into going the dual MC change recently when mine started leaking but decided to just rebuild my original one with the wheel cylinders last week and I am up and running again but still considering the change. -
Master cylinder upgrade to 2 chamber style
Veemoney replied to George Anderson's topic in Mopar Flathead Truck Forum
Bob, Do you have it hooked up and working yet. I see it has a 1" bore as opposed to the 1.25" bore of my stock MC and wondering if you notice any difference due to the volume change. I would expect more pedal travel. Also uses 10m threaded line so if you have part numbers for the adapters you used those would be helpful. Thanks -
They are pretty cool. I was just checking FB and boom there was this one that didn't last 40 minutes. Marketplace - 1940 Dodge Panel truck | Facebook Pics look like good metal too. So I would say if you have the money and time check it out. Good deals don't last long.
-
More to measure before understanding the why of the shim placement. I have seem shims used under the bearing and at the split of the caps. I think the practice was used back in the day to make use of what was available. Today we can find parts on the internet and have them shipped overnight to get things running. Back in those days it was not so. Folks needed the auto to make a living and couldn't wait 2 weeks or more to get the right size bearings so a practice born out of desperation in some cases.
-
Very nice. Like the color, bet it looks great going down the road
-
I can't find the right Spindle Nut
Veemoney replied to Dodgefran's topic in Mopar Flathead Truck Forum
it should be a 3/4-16 thread castle nut. At least that is what I have on my 40s car and truck rear axles. If it is 3/4 inch dodge used the fine thread for the spindles. -
Help me understand door adjustment.
Veemoney replied to Los_Control's topic in Mopar Flathead Truck Forum
Los, Thanks for the pictures of the welding, explains a lot . I see you are still getting comfortable with the weld machine and technic so more practice and it sounds like maybe PA has a good fix that will help that maybe doesn't include molten metal. As you get better practice the the plug weld. Also when you have some thicker metal it can be easier than sheet metal welding as it is more forgiving when it comes to heat, distortion and reaction time. For something like this I would use a plug size that would allow me to start off in the center of the thicker plate and spiral out toward the thinner metal of the upright allowing more dwell on the thick plate. If You cant increase your hole size then you can also drill a drill point into the thicker plate at your starting point to increase your dwell time there before spiraling out to the thinner structure if needed. Thick plate behind thin metal for me is my friend. Thick plate next to thin plate is like a 2 step for example, a 2 count on the thick plate and 1 count on the thin plate then back to the thick plate and 2 count, repeat. JMO? Things that may help while starting to learn. Cleaning as others mentioned when gas welding. Mig likes clean metal. Good ground to clean metal. If that arc mark in the right lower corner was where the ground was it looks like it could be part of the issue. If you are sparking at the ground your sparking in two places and not getting consistent power at the weld and likely not helping the wire feed out correctly. Consistent weld gap, no high/low. You don't want to add these variables yet till you can get consistent good welds in the flat position dialed in with heat and wire speed settings Adjustable weld lens shade adjusted so you can see the puddle. You can't control what you can't see clearly. I now use reading glasses also when welding but also have installed cheaters in my hood for the extra magnification in addition. I mention this because it looks like some of the tacks are centered on the joint and some look to favor one side or the other or wander so just checking -
Help me understand door adjustment.
Veemoney replied to Los_Control's topic in Mopar Flathead Truck Forum
Another way would be to drill a small hole from the front side to give you access to the back of the plate and plug weld it if that is an option -
Help me understand door adjustment.
Veemoney replied to Los_Control's topic in Mopar Flathead Truck Forum
Can you use a small mirror located to give you a view of the weld area from your seated position. Many a backside weld is done with mirrors especially in tube welding. Just take some practice for the orientation. High tech would involve a video camera with an automatic weld lens. -
Good eye Mack. The picture is pretty old, that bike is long gone and the little babe pictured just hit her teen status. ? I have a thing for old shovel and panheads PA, Rigged for some lake Michigan salmon off the south rocks as long as the waves are less than 3footers?

