thebeebe5
-
Posts
530 -
Joined
-
Last visited
-
Days Won
4
Content Type
Links Directory
Profiles
Articles
Forums
Downloads
Store
Gallery
Blogs
Events
Everything posted by thebeebe5
-
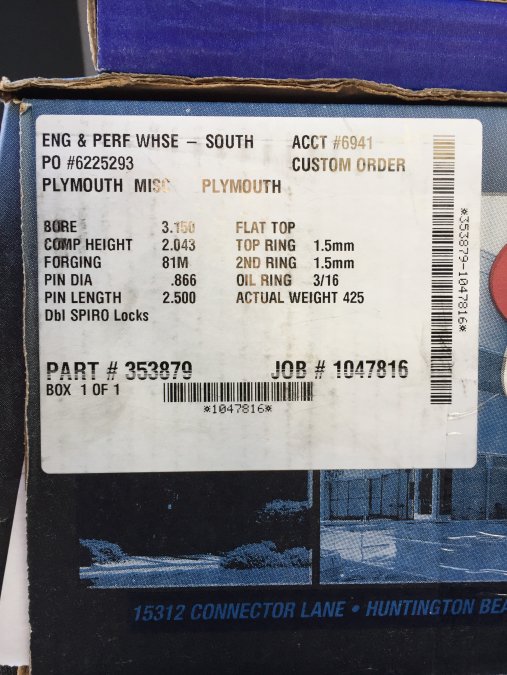
Well, my pistons arrived from JE.... Anyone see a problem compared to my custom piston order form above...? They also sent pins and billed me for them, and I specifically marked no pins..... These will be going back tomorrow, but Pat won't be able to final hone the cylinders until he has pistons in hand. It's always something..... Got a replacement #1 main bearing from Bernbaum. They sent a single NOS which will work fine, but when torqued up that main came in at 0.0005" smaller than the other three mains. No problem at all, We just asked the crank grinder to grind main journal No 1 a half a mil smaller than the other three to maintain a consistent 0.002" oil clearance for every main. This is precisely the reason to order bearings first and find out what you need your journals ground to for proper oil relief.
-
If that's the FelPro gasket I believe it goes copper side down. I had the gasket kit opened for my 201 a couple of weeks ago and that was the only way it could go on properly.
-
It is 100% standard at this shop. They do this on every engine prior to spec'ing the crank journal sizes so a precise oil relief can be established upon assembly. If the shop is assembling the motor I would expect that they torque up the bearings pre-install to make sure they fit properly and verify the crank grind will allow proper oiling. You can always ask them, too. A good shop should be approachable and appreciate that you're wanting to learn a bit about the process.
-
First "issue". Pat was torquing the mains with bearings installed to determine main bearing journal size for the crank grinder and found 0.001" taper in the front main bearing. Upon removal it was noted that one edge of one half of the bearing had a bump that caused the bearing to torque up at an angle. Not good. Would have certainly been an issue with a 0.0015" oil clearance. This bump could have been machined out of the bearing shell half, but there did not appear to be enough material on the short side to provide the required crush to keep the bearing from spinning. Could have been seriously bad if it hadn't been checked. Contacted Bernbaum's and a replacemenet should go out soon.

-
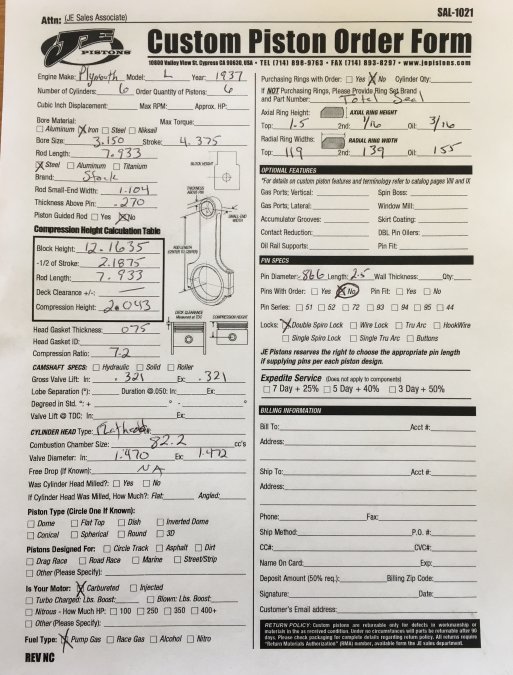
Got the JE piston order form done today. That's about all. My 50th birthday, and I'm not working in the shop ALL DAY!! And I'm away from the shop for the next two weekends. At this point if we get the pistons ordered and the crank journals spec'd for the grinder while I'm away I'll be in great shape in the next few weeks as the last of the "big parts" come in.
-
He does indeed. AD, I've always been enamored with the process myself Glad to be able to share. I realize that some of this "overboard" process is not done my many, and certainly an engine can do fine in skipping some of these steps, but pretty much every motor built here goes through the same steps. Absolutely everything is checked, and on an older enginelike this if there's a modern improvement that can be employed (zero decking, balancing, proper quench set up, custom bits like the pins/pistons I'll be using) it gets done. Nope. No spring washers on these when I disassembled. They were castleated nuts with cotter pins. The only reason we changed them was because the caps did not fit the rod bolts snuggly and thus wouldn't torque in the same position repeatedly, otherwise I'd have put it right back together with the originals. Not at this point. Would have to resize again to do it now. Not sure if they need it.... i spoke with Tom Langdon last night and he felt they should be done especially with the bolt change, but the sizing has already been done. I'll discuss with the machinist this weekend, but we'll likely run it as is. Edit: definitely no shot peening needed. It's not a process he has ever found to be required and has not seen any rod failures that could have been attributed to lack of shot peening in literally thousands of stock rod rebuild/resize processes.
-
Rods are being finished this morning. Pat installed the custom pin bushings and honed them to fit the pin with a 0.0005" oil clearance. He's balancing them now. There was up to a 7g difference just in the rod big end weights. Once the big ends are done he'll move to the small ends. He also had a bit of trouble with rod No2. Initially I'd thought perhaps this motor had never been rebuilt. As I've gotten into it though it was apparent that prior work had been done. One thing that happened during reassembly during a prior rebuild was that one of the square(ish) headed rod bolts was installed a bit crooked in its rod hole. Rather than straightening the bolt prior to cap installation the assembler simply torqued the bolt which dug a gouge in the rod and pulled the cap 0.004" to the side rendering the bearing bore no longer round. Didn't seem to be a real problem though as there was no unusual wear at rod journal No2, but Pat won't finish a rod like that.... he's made it as close as he can get it now withought sourcing another replacement rod. Think it's about .5 mil out now, hardly enough to cause an issue. And hopefully by the end of the day we'll have the main and rod sizes measured with bearings installed so the crank grinder can be told to what size the bearings need to be turned. Shooting for a 0.0015"-0.0020" oil clearance.



-
DD, this is a 17T gear. Not sure what the rear ratio is on the car but I assume it's stock and I'm guessing there weren't a lot of options way back then? I'll find out at some point, but I just haven't gotten that far yet.
-
Desoto, might do that, pal! Let me see what I can score state-side first. We discussed an o-ring today before I posted and decided it likely wouldn't last very long. Thanks for the validation. I will definitely look up the part you mentioned. Thanks!!
-
Pat got to the rod resizing this week. Small ends were already done and the custom bushings are all lined up in the freezer awaiting their new home on Monday. For anyone interested, the replacement ARP rod bolts are for a Ford FE engine and I believe were drop in with no modification required save a very slight grind to the bolt head to get it to slide home. AND the gasket kit arrived so I was able to button up the transmission...




-
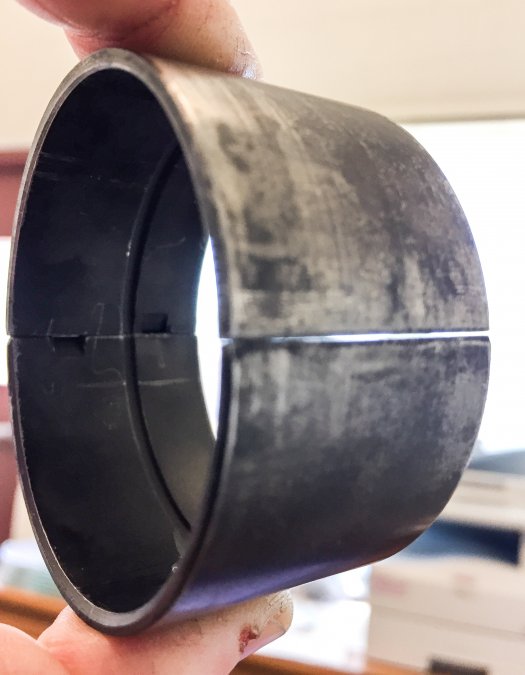
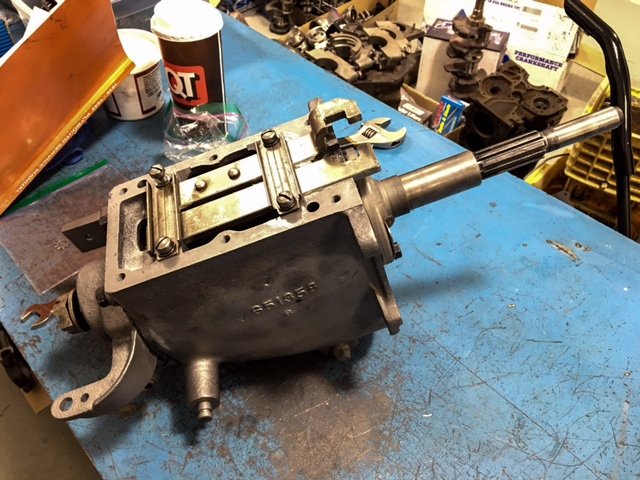
Just about the last thing to install on this transmission, but I cannot find a source. Not listed at Bernbaum's. Anyone know where to find one? The one (original?) I have is hardened and i expect it to break upon reinstall.... Part No 29 in this schematic.



-
I'm no Dodge expert, but it looks an awful lot like my '37 Plymouth so that's my guess. And yes, my Plymouth is draggin' a wagon every bit as large as that Dodge! It's a beautifil car. Thanks for sharing!
-
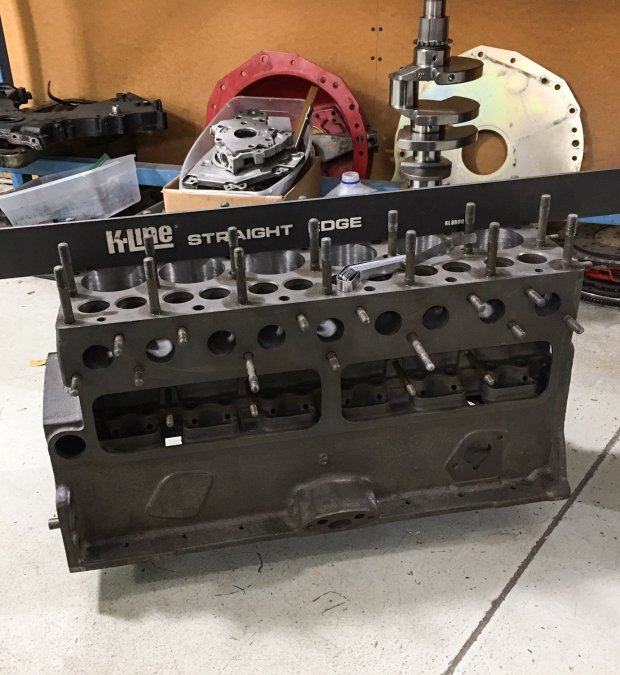
Quick update... Checked block deck. It's flat and will probably run with it without a clean up cut rather than pulling 21 head studs out.... Rod small ends are bored nice and square now. Ordered a custom set of Crower bushings and will use a set of piston pins from a Ford modular engine since there are extras at the shop. Still have not resized the big ends yet because we only just settled on replacement ARP bolts. Initially were going to use the 351 Cleveland bolts I'd pictured earlier, but it seems bolts from an FE will fit better. Should get that done this week. Started to fill out a JE custom piston order form, but still need some bits of info like rod length (not until the resize is done). Also wondering if Cometic can make up a thin copper head gasket rather than the 0.075" gasket that is in the FelPro gasket set I have. Shooting for a quench of 0.035-0.040". If I cannot get a thinner head gasket I'll have the pistons made a bit taller to squeeze that quench a bit. Rebuilt the oil pump with an NOS pump housing. Gears look pretty good, so it should be ready. Cleaned more parts and painted a few as well. Road draft tube is nice and shiny now. Send a few parts to get powder coated like the fan, oil filler tube and pulleys. Also took the shifter apart and having the trans top plate and shifter done in a gloss black. Will likely take the air cleaner as well, but haven't dug that far into the remaining parts to be cleaned yet. Next up: starter and generator rebuild, neither of which I have done before. Should be interesting... Might have gotten to one or the other of those, but we spent the morning converting the shop’s old metal halide light fixtures to LED. Wow, what a difference!!!

-
A crankshaft polisher should fit down in a 1" space easily. A shop that polishes crankshafts should have different grits for different purposes, different width polishing belts and ought to be able to give that surface some attention. Whether that will be enough I cannot tell, but having the crank in front of you you ought to be able.
-
If I do not know the seller, and without receipts as @knuckleharley said I approach every used engine as a potential rebuildable core. If it turns over and all the parts are present then i make a decision figuring everything will need rebuilt. Caveat emptor.
-
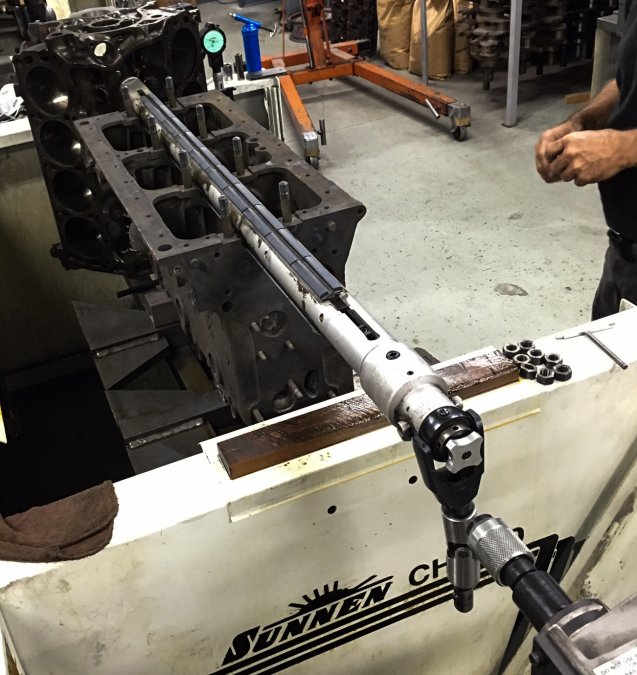
And cylinders are roughed in and within 3 mil of being done (@3.147") so pistons can be ordered at this point. The cylinders were in pretty bad condition having a maximum of 0.025" taper from top to bottom. It's no wonder this motor ran so poorly.... Seems a ridge reamer had been used in the past, and Pat (the machiiist) hates to fix cylinders after a ridge reamer has been used on them. It makes getting the cylinders all perfect a real chore because the factory bore is no longer available to be used as a guide when the "ridge" has been wiped out. Still, it's just short of a finish hone from being done.


-
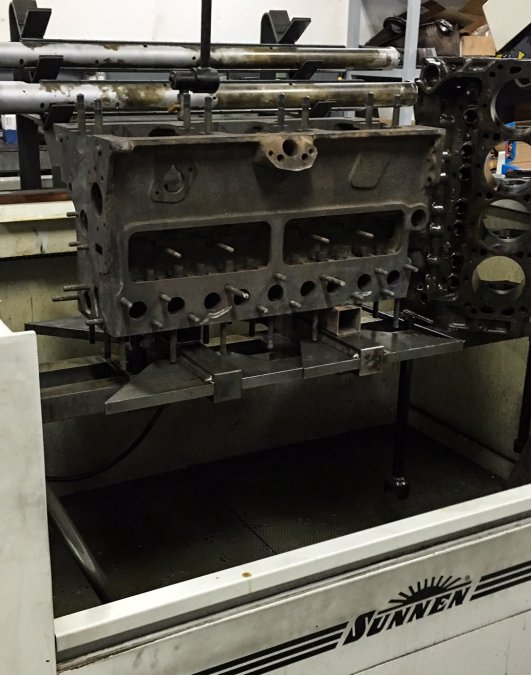
Progress this week: mains are done. Spot on at 2.407"

-
Mack's right. First engine I ever took in I'd made a long list. The shop owner sat with me and answered every question. He was actually pleased that I was that interested. Give him time to answer before jumping to the next question. Also, maybe establish an email thread he can answer at his leisure (when not working on yours or other's engines). Has worked for me in the past. Good luck, and post some progress pictures!
-
Ha ha! Sweet! Would look cool on a blueprint sheet. Nope. Have never seen that. Not sure how much gains could be realized if you tried, but as you already know, completely unnecessary. This pump was actually rebuilt at Kellogg Automotive in Maricopa AZ. All they do is water pumps. And they did a fantastic job with a quick turn around. I suppose I could have tried it, but it would have been a first time, and I'd rather trust it to them. The whole guts have been replaced. They kept it Mopar with a NOS Chrysler impeller from another application and a different shaft to fit the bearing they installed. It turns beautifully, and now maintenance free! Of to my real job, but I'll be thinking about how to massage a water pump short turn for improved flow all day now...
-
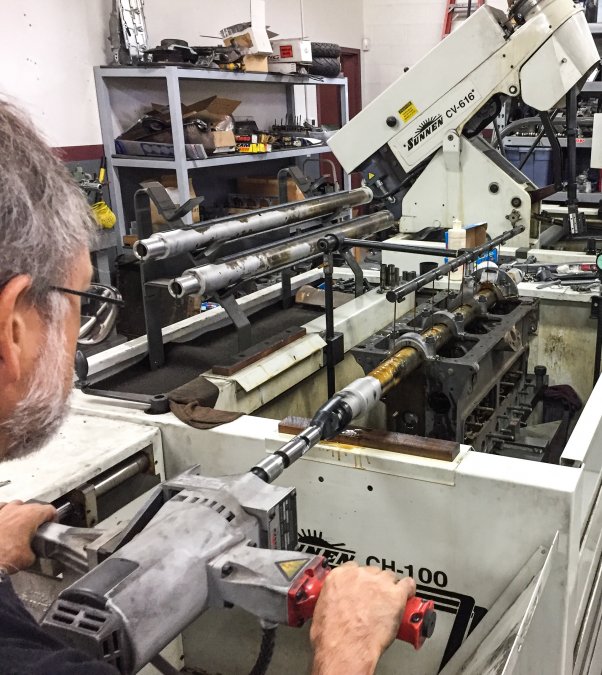
Water pump looks pretty good and spins easily. That bearing in place of the original bushing should be a nice friction reducer... And Pat was setting up the block for a main line-hone. Should get done early tomorrow morning. Things are coming along...

-
Any way to tell what year/month this pump was made or what it might have come on? Looks like a 13.5 on here, a PF and the numbers 632437...?




-
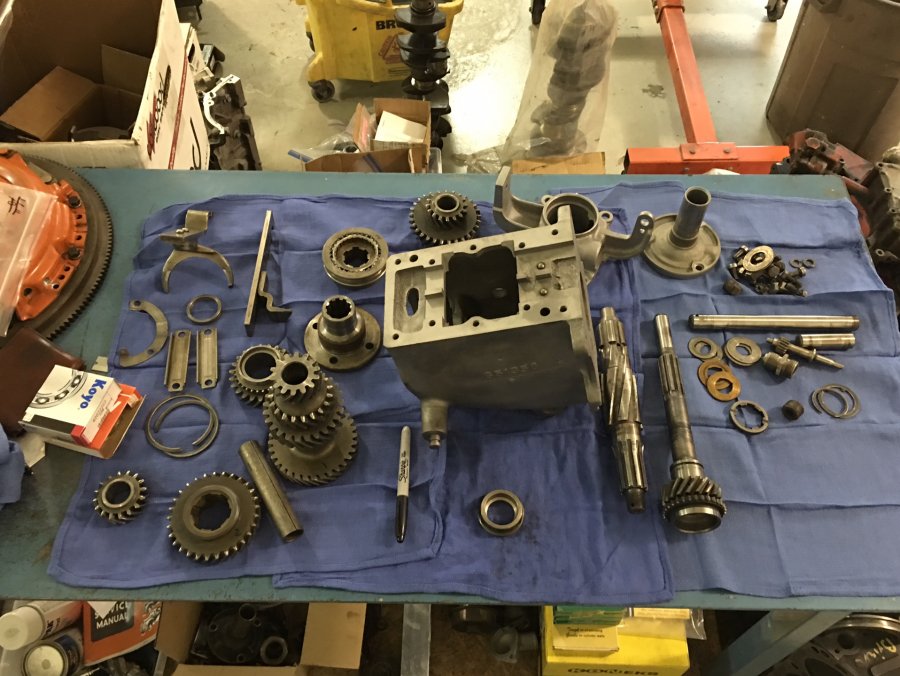
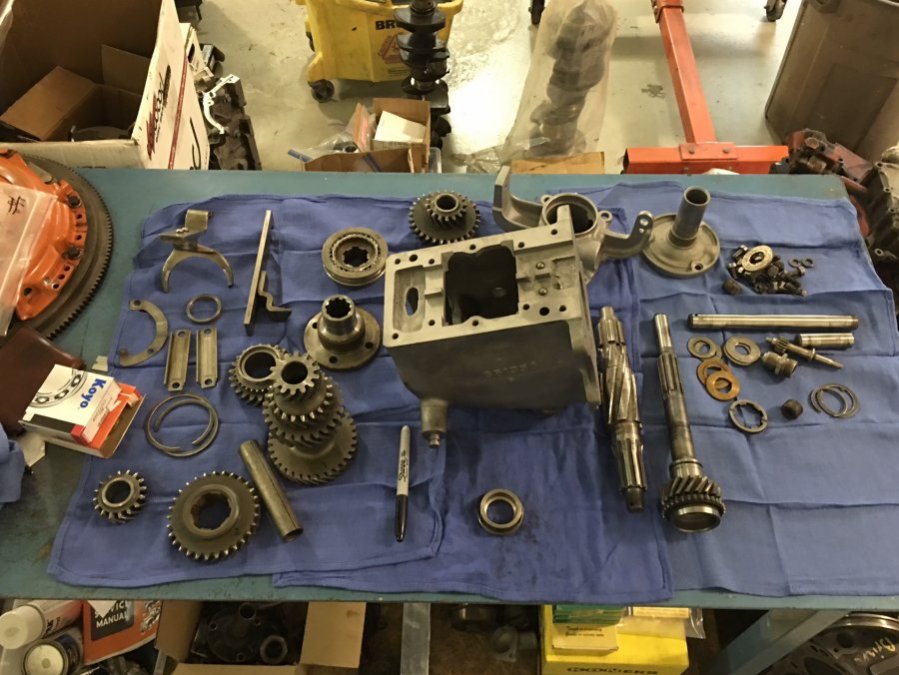
Transmission progress yesterday. Almost all back together. At least far enough to bag it and put it on the shelf.... Waiting on a backordered gasket kit and rear seal and it'll be ready. Ended up taking the best parts of the two transmissions I had and doing the assembly. About 1/2 through and my buddy needed to use the lathe which was right behind me. I came back to metal shards all over the place and had to re-clean and start over. Oh well... it was the only empty bench space in the entire shop, and I did make progress. Should get mains honed on the block this week. Water pump rebuild is done. It got bored for a sealed bearing rather than the old bushing, and a new impeller fitted on a new shaft. Not cheap, but not a Chinese re-pop either. Still has the grease fitting in place although I'll no longer need to use it. Clutch is rebuilt for less than I could have ordered and shipped a rebuild. Shop thinks it's the original clutch too... And I keep forgetting to pick up the flywheel and take it with me at the end of the day.... It needs surfaced and a ring gear. I'll have to collect that tomorrow.

-
Welcome to the forum. Nice looking car! Time to bust a few knuckles!!
-
I replaced the entire brake system in my '37 with that steel nickel copper alloy line. Wonderful stuff. Easier to bend by hand than with a bender.... AND it won't ever rust.
-
Nothing like the school of experience to drive this lesson home….